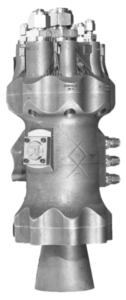
The second Balerion development engine, named “Dev-2”, was developed through a collaborative effort with the Aerospace Corporation. Fundamentally, Dev-2 is the same design and print as Dev-1. The Aerospace Corporation developed an interest in the engine as a case study for applications of AM into flight-ready propulsion hardware. More specifically, the Dev-1 testing campaign brought to light the existence of particles being shedded from internal components, a phenomenon relating to AM still generally poorly understood.
The main objectives of Dev-2 are:
- To characterize particles shedded out of internal geometries of the print and help advance our understanding of this new AM technology.
- To address the critical failures of the Dev-1 cycle and test this engine design under nominal fire conditions.
Changes made from Dev-1 to Dev-2:
- Bolt size – ½”-13 count.
- Chamber flange is tapped instead of the previous design with through holes.
- Addition of guide pins in the flange to ensure regen alignment.

ENGINE CHARACTERISTICS
- Thrust – 2,250 lbf (10 kN)
- Regeneratively and Film cooled
- Burn Time – 6 sec.
- Propellan
ts – LOx/Kerosene - Chamber Pressure – 375 psi
- OF ratio – 1.5
- Chamber Temperature – 2464K
- Specific impulse – 241 s
- Total Mass Flow Rate – 4.25
kg/s
 Named after Dr. Mike Gruntman, Mike’s Fury was designed as a Flight Vehicle Propulsion System. The design was centered on being affordable, easily manufactured, and taken from design to flight rapidly. The engine was static-fired in April 2023. As LPL looks to static-fire Balerion Dev. II, the Flight Vehicle project has been put on hold.
Named after Dr. Mike Gruntman, Mike’s Fury was designed as a Flight Vehicle Propulsion System. The design was centered on being affordable, easily manufactured, and taken from design to flight rapidly. The engine was static-fired in April 2023. As LPL looks to static-fire Balerion Dev. II, the Flight Vehicle project has been put on hold.
ENGINE CHARACTERISTICS
Thrust – 675 lbf (3 kN)
Regeneratively and Film cooled
Burn Time – 22 sec.
Propellants – LOx/Kerosene
Chamber Pressure – 350 psi
OF ratio – 1.3
Chamber Temperature – 2510 K
Specific impulse – 233 s
Total Mass Flow Rate – 1.315 kg/s
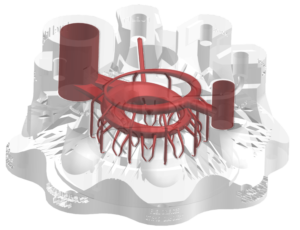
ADDITIVE MANUFACTURING – This engine was printed in one piece to minimize parts, lead times, and complexity due to sealing surfaces. The material Inconel-718 was chosen as it provides the highest strength margins to protect against thermal loading and melting. The engine was manufactured using powder bed fusion because of its allowance for creative propellant flow designs, allowing for more efficient manifold and branching systems.

In terms of fundamental research, LPL has a strong inclination toward international collaboration. Our Balerion Development 1 Engine is the result of such a joint effort with our old partner – the Kyushu Institute of Technology (Kyutech) in Japan. From 2016 to 2019, our lab has partnered with Kyutech to develop a liquid oxygen/kerosene bi-propellant rocket engine. The engine development program for this collaboration was initially defined to have a minimum of one development engine, one qualification engine, and two flight engines. However, the current plan is to advance a second development engine in order to solve issues encountered with the first development engine.
ENGINE CHARACTERISTICS
- Thrust – 2,250 lbf (10 kN)
- Regeneratively and Film cooled
- Burn Time – 25 sec.
- Propellants – LOx/Kerosene
- Chamber Pressure – 375 psi
- OF ratio – 1.5
- Chamber Temperature – 2590 K
- Specific impulse – 247 s
- Total Mass Flow Rate – 4.13 kg/s

ADDITIVE MANUFACTURING – There are many different types of additive manufacturing, each with unique strengths and limitations. In our case, powder bed fusion using direct metal laser sintering (DMLS) was chosen due to its availability and ability to create internal channels and holes based on our design requirements. The Center for Advance Manufacturing (CAM), located on-campus at USC, was used to print the engine out of Inconel-718 by using an EOS M 290 powder bed fusion additive manufacturing system.
J&J are LPL’s identical twin workhorse engines and they serve as learning tools for our lab members alongside the Hydra Test Stand. Modularity was a big consideration during the design phase as it easily allows for future modifications. Thermal control is achieved with ablative cooling on the chamber walls and nozzle, while film cooling is used on the injector face. Both engines can be tested at various conditions ranging from 500 – 1000 psi in the combustion chamber. Jessie has successfully fired multiple times at 725 psi chamber pressure. Our next steps are to test the J&J engines at various conditions to fully characterize the engines’ performance and then proceed to test new injectors using the overall J&J architecture.

ENGINE CHARACTERISTICS
- Thrust – 747 lbf (3.32 kN)
- Ablative and Film Cooling
- Burn Time – 3 sec.
- Propellants – GOx/Kerosene
- Chamber Pressure – 1000 psi
- OF ratio – 1.875
- Chamber Temperature – 3265 K
- Specific impulse – 294 s
- Total Mass Flow Rate – 1.15 kg/s
 ADDITIVE MANUFACTURING – J&J are LPL’s first engines to use additive manufacturing, paving the way for Balerion and future LPL engines. J&J are made of Maraging Steel and used the Direct Metal Laser Sintering 3-D printing process. Additive manufacturing allows for rapid iteration, minimal machining time, and can have a lower cost. Additionally, the process allows J&J to have minimal components with very complex geometries. The most apparent benefit is on J&J’s injectors where the fuel and oxygen inlets, manifolds, and injector elements are able to be a single piece.
ADDITIVE MANUFACTURING – J&J are LPL’s first engines to use additive manufacturing, paving the way for Balerion and future LPL engines. J&J are made of Maraging Steel and used the Direct Metal Laser Sintering 3-D printing process. Additive manufacturing allows for rapid iteration, minimal machining time, and can have a lower cost. Additionally, the process allows J&J to have minimal components with very complex geometries. The most apparent benefit is on J&J’s injectors where the fuel and oxygen inlets, manifolds, and injector elements are able to be a single piece.